В последней новости был предложен и экспериментально подтвержден способ проектирования щелевого соединения крупногабаритных полос ультразвуковой пластиковой сваркой.Во-первых, ленточный сварочный рожок разумно разделен на несколько блоков, так что конструкция щелевого сварочного рожка со сложной конструкцией преобразуется в конструкцию простого сварочного рожка.Затем шарнирный элемент сравнивают с полуволновым излучателем равного сечения с учетом муфтовых колебаний.Частотное уравнение соединения получается с использованием концепции эквивалентного механического сопротивления.
Наконец, с помощью уравнения было изучено влияние количества щелей, ширины щели и длины щели на вибрационные характеристики сварных соединений.По этому методу было спроектировано и обработано несколько групп канавок полос большого размера.Результаты экспериментов показывают, что измеренные и теоретические значения резонансной частоты сварных соединений хорошо согласуются.
Как показано на рисунке ниже.Длина, ширина и толщина сварочного рожка равны L, B и T соответственно.Примите ось z как направление возбуждения преобразователя.На рабочей частоте прямоугольный сварной шов будет производить продольную вибрацию первого порядка в направлении Z.Для полосовых сварных соединений можно сравнивать L≥2T, B и L, поэтому поперечную вибрацию сварных соединений в направлении X можно не учитывать.
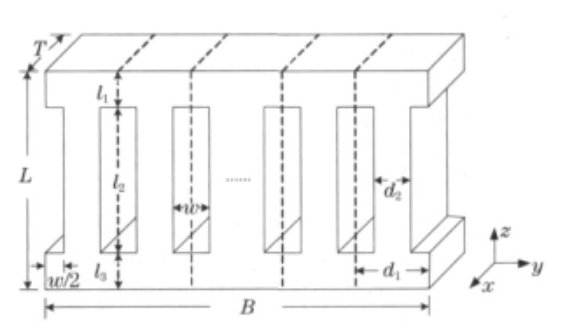
Поскольку поперечная вибрация в направлении y оказывает большое влияние на продольную вибрацию, ее обычно моделируют с помощью прорези.Сварочный рожок разделен на (n+1) частей путем равномерного открытия n прорезей в направлении Y.Ширина и длина каждой прорези равны W и L2 соответственно, и прорези отделены от входного и выходного концов сварочного рупора l1 и L3 соответственно.Для обеспечения абсолютной ровности каждого узла на обоих концах поперечного сварочного рожка должны быть открыты канавки шириной W/2.Таким образом, каждый узел сварочной формы представляет собой составной трапециевидный рог прямоугольного сечения.Предполагая, что ширина на обоих концах и в середине каждой единицы равна D1 и D2, из приведенного выше видно: L= L1 + L2 + L3
Из-за того же узора между элементами, выходная амплитуда сварного шва также будет вибрировать узор, и при объединении ультразвуковой рупор также будет иметь этот узор, так что конструкция ультразвуковой формы будет упрощена до конструкции любой элемент.Кроме того, он относительно однороден.Чтобы эффективно подавить поперечную вибрацию и обеспечить фиксированную жесткость сварочного рупора, ширина блока сварочного рупора, разделенная канавкой, как правило, соответствует!/ 8 ~!/ 4 (! — длина волны продольной моды колебаний первого порядка сварочного рупора), а идеальная ширина щели — около!/ 25 ~!/20[7], число разделок сварных соединений можно определить по указанным выше критериям.Потому что ширина блока сварочного рупора обычно не превышает!PI /4, поэтому его можно приближенно проанализировать с помощью одномерной теории.Любой сварочный узел в блоке 1 можно рассматривать как состоящий из трех прямоугольных стержней равного сечения.
Для сварки рупора выбран алюминиевый сплав 7075 (модуль Юнга E=7,17*1010 Н/м2, плотность ρ=2820 кг/м3, коэффициент Пуассона V=0,34).Уравнения (1) ~ (3) и (6) использовались для расчета количества n, длины L2 и ширины W различных щелей.Когда резонансная длина L рупора для сварки полос изменяется с шириной B, резонансная длина L рупора для сварки полос изменяется с шириной B. Расчетная резонансная частота f=20 кГц, L1=L3 для простоты.Когда длина и ширина паза постоянны, резонансная длина изменяется в зависимости от ширины сварочного паза, когда количество паза разное.Д2=60мм, Ш=10мм.Как видно из фиг.2, для сварочного патрубка с прорезями, показанного на фиг.1, резонансная длина первого порядка меньше, чем у бесщелевого сварочного рупора, рассчитанного по одномерной теории (126 мм), а резонансная длина сварочного рупора увеличивается с увеличением ширины сварочного рупора, но увеличение уменьшается постепенно.Кроме того, когда резонансная частота и ширина шва постоянны, резонансная длина шва уменьшается с увеличением числа щелей.
Кроме того, три сварных соединения разной толщины были обработаны алюминиевым сплавом 7075 (тот же материал, что и выше).Заданы толщина T этих трех сварных швов и измеренная частота гармонических колебаний FM.Когда толщина сварочного рупора составляет менее четверти длины волны (здесь 63 мм), отклонение между измеренной частотой и расчетной частотой составляет менее 2%, что может удовлетворить требования инженерных приложений.
Соединение ультразвуковой сварки пластмассы длинной полосы было разумно разделено на несколько равных элементов, и частотное уравнение элемента соединения было выведено методом матрицы переноса.Если ширина, количество и размер щели известны, уравнение можно использовать для удобного расчета стыка ленты, что обеспечивает теоретическую основу для расчета стыка ленты.В этой статье также на примерах анализируется влияние количества канавок, ширины канавки и длины канавки на размер сварного шва.Видно, что этот метод также оказывает определенное влияние на оптимизацию конструкции сварного соединения.

Разделенная канавка после анализа вибрации рупора для сварки полосы, сварочный рожок можно разделить на корпус конечного блока и среднюю элементарную ячейку, используя метод кажущейся эластичности и эффект линии передачи, длины четырех различных блоков даны соответственно и Направление уравнения частоты высокой степени, уравнение частоты можно использовать для проектирования длинного стержневого сварочного рупора, но процесс проектирования сложен. Выбор некоторых параметров зависит от опыта и не удобен для инженерного применения.В этой статье полосовое сварное соединение разделено на несколько равных элементов с помощью разумных пазов, а частотное уравнение элемента сварного соединения получено методом матрицы переноса, который обеспечивает теоретическую основу для проектирования полосового сварного соединения.Конструкция имеет простой теоретический расчет и очевидный физический смысл, что обеспечивает простой и легкий метод инженерного проектирования полосы.
сварочный шов.

Время публикации: 17 марта 2022 г.