Для разных объектов сварки требуются разные сварочные рожки, независимо от того, сварка в ближнем поле или сварка на просвет, только ультразвуковые рожки с половинной длиной волны могут достичь максимальной амплитуды торца сварки.Ультразвуковые рупоры доступны с амплитудой и без нее.Ультразвуковые сварочные аппараты для пластика изготавливают ультразвуковые рожки, используя ультразвуковые принципы.
Ультразвуковая конструкция пресс-формы не так проста, как ее внешний вид, при использовании неправильно обработанного или ненастроенного сварочного рожка это приведет к дорогостоящим потерям для вашего производства - это уничтожит сварочный эффект, или, что еще более серьезно, приведет непосредственно к повреждению преобразователя. или генератор.Ультразвуковой дизайн пресс-формы требует большого количества специальных знаний и навыков — как обеспечить экономичную работу сварочного рожка?Чтобы гарантировать, что сварочная форма может эффективно передавать механическую вибрацию, преобразованную датчиком, на заготовку, наши инженеры полностью продумали каждое звено.
Сварочный рожок является очень важной частью оборудования для ультразвуковой сварки пластмасс, и его конструкция напрямую связана с качеством сварки.Соединение полосовой сварки разделено на несколько равных элементов с помощью разумных прорезей, и каждый элемент можно рассматривать как составной ступенчатый рог.Частотное уравнение элемента сварного соединения получено методом матрицы переноса, что обеспечивает теоретическую основу для расчета пазового соединения ленты.

Экспериментальные результаты показывают, что измеренная частота и расчетная частота подходят для сварного соединения полосы, рассчитанного по этому уравнению.Этот метод проектирования имеет очевидную физическую значимость, простой расчет и очень подходит для инженерного проектирования.Кроме того, с помощью этого метода можно удобно рассчитать влияние количества пазов, ширины и длины паза на размер сварочной головки, что также обеспечивает теоретическую основу для оптимизации конструкции сварочного рожка.
Ультразвуковое оборудование для сварки пластмасс обычно состоит из ультразвукового источника питания, системы ультразвуковых колебаний и механизма давления, а система ультразвуковых колебаний состоит из ультразвукового преобразователя, усилителя и сварочного рожка.Ультразвуковой преобразователь и рупор, как правило, предназначены для резонирования на определенной частоте и не требуют замены различных сварочных деталей, а сварочный рупор должен быть специально разработан в соответствии с формой свариваемых деталей.Хорошая или плохая его конструкция напрямую связана с качеством сварки, поэтому она является очень важной частью сварочного оборудования.
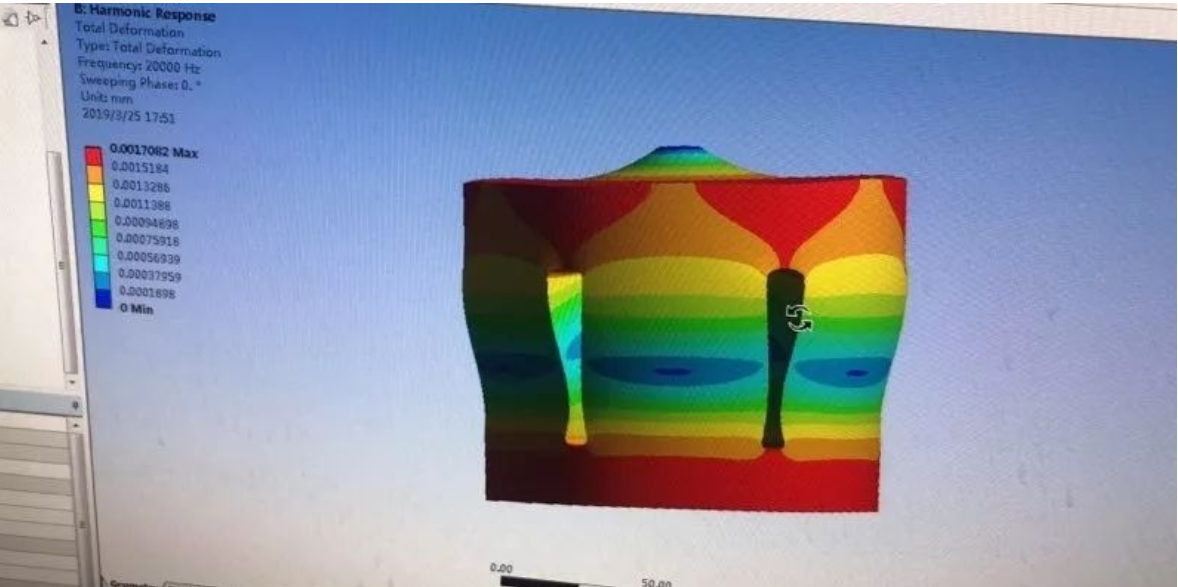
Для сварки больших деталей им нужен сварочный рупор большого размера, и его размер иногда близок или превышает одну длину волны продольной волны, тогда сварочный рупор будет производить серьезную поперечную вибрацию, что приводит к неравномерному распределению смещения его поверхности излучения.Для получения удовлетворительного распределения амплитуд были предложены некоторые методы, такие как прорезь, прорезь, добавление дополнительного эластомера и вторичная конструкция.
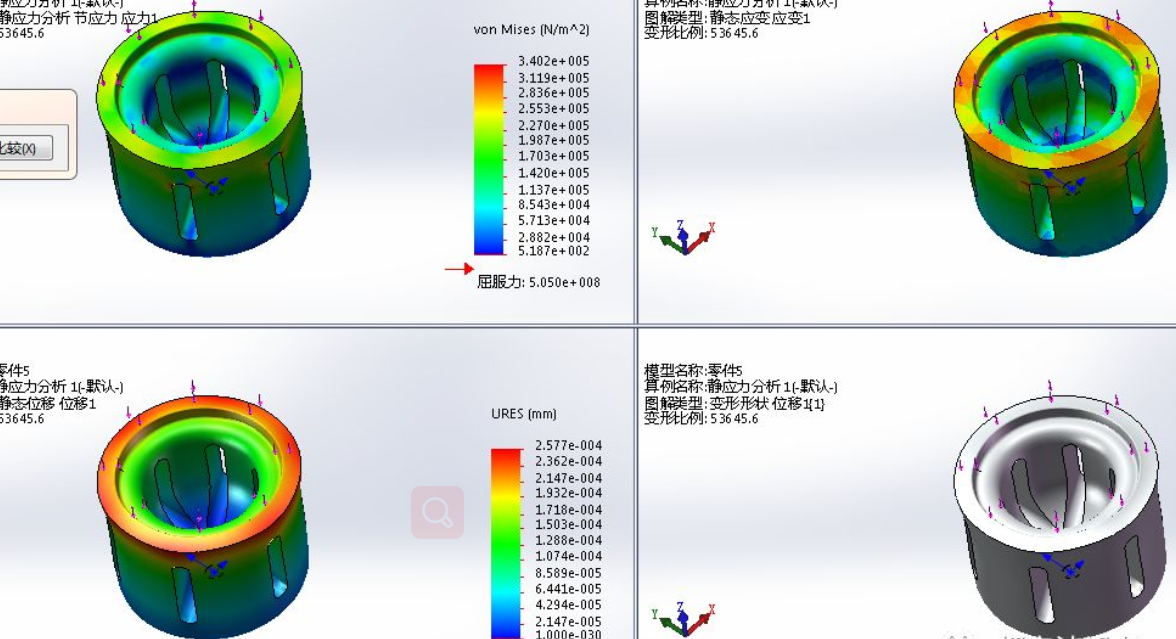
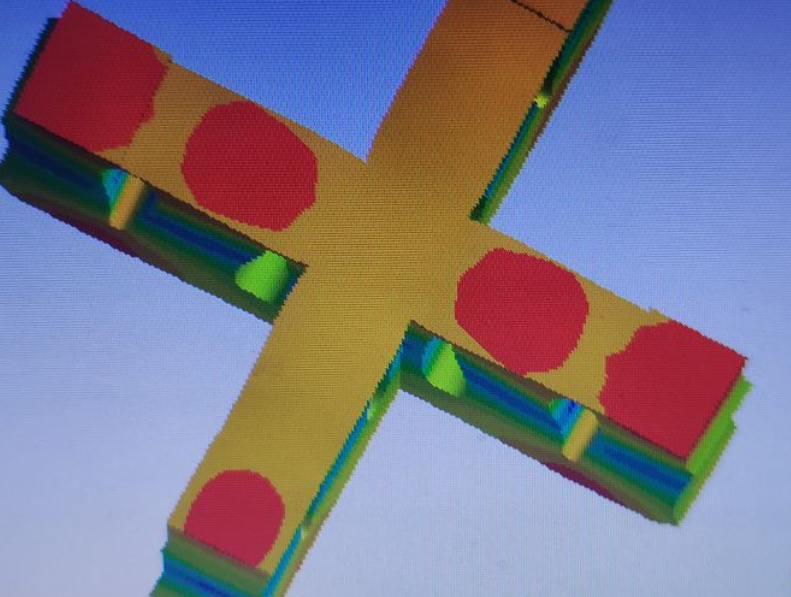
Вибрация контролируется, среди которых долбление является наиболее часто используемым методом имитации поперечной вибрации сварных соединений.Из-за сложности формы трудно получить строгое аналитическое решение для щелевых сварных соединений, поэтому для анализа этих задач чаще используются численные методы расчета, такие как метод Ansys.Согласно предыдущим исследованиям, численный метод больше подходит для более поздней оптимизации проектирования сварных соединений и не имеет преимуществ при оценке размеров и частоты сварных соединений на начальном этапе проектирования.Для обеспечения лучших результатов оптимизации очень важно оценить размер конструкции, который может примерно соответствовать проектным требованиям, поэтому практическое значение имеет изучение теории проектирования крупногабаритных сварных соединений с разделочной конфигурацией.

Разделенная канавка после анализа вибрации сварочной головки для полосовой сварки, сварочная головка может быть разделена на корпус конечного блока и среднюю элементарную ячейку, используя метод кажущейся эластичности и метод эквивалентных линий передачи, длины четырех различных блоков даны соответственно, а Направление частотного уравнения высокой степени, частотное уравнение можно использовать для проектирования сварочной головки с длинным стержнем, но процесс проектирования сложен. Выбор некоторых параметров зависит от опыта и неудобен для инженерного применения.В этой статье полосовое сварное соединение разделено на несколько равных элементов с помощью разумных пазов, а частотное уравнение элемента сварного соединения получено методом матрицы переноса, который обеспечивает теоретическую основу для проектирования полосового сварного соединения.Конструкция имеет простой теоретический расчет и очевидную физическую значимость, что обеспечивает простой и осуществимый метод инженерного проектирования соединения полосовой сварки.
Время публикации: 16 марта 2022 г.