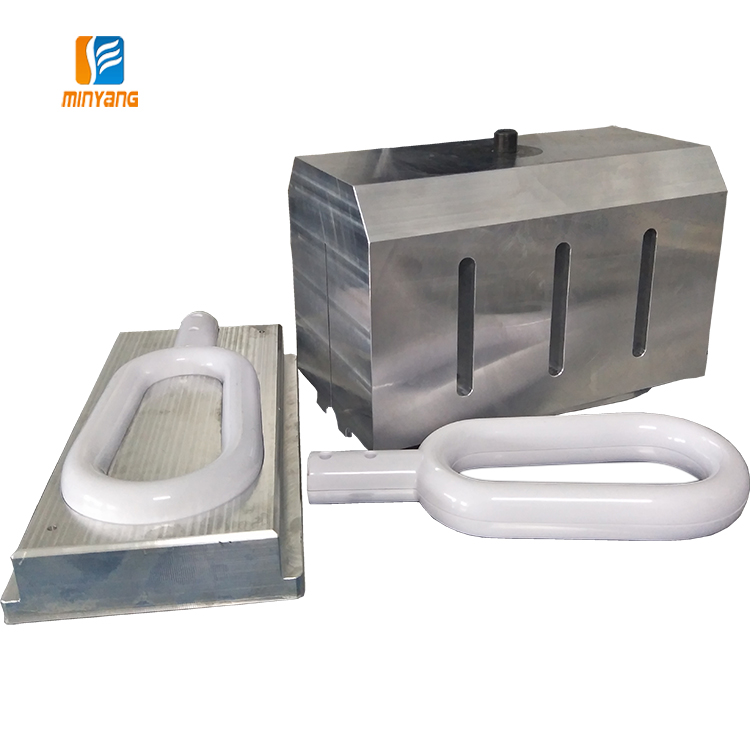
Ультразвуковой рожокявляется одним из самых глубоких аспектов ультразвуковой технологии.ДАЖЕ НЕСКОЛЬКО ЛЕТ ПРОЕКТИРОВАНИЯ и опыта разработки, МЫ твердо верим, что только благодаря строгому тестированию и контролю качества мы можем производить лучшие сварочная головкас.Наши инженеры будут идеально сочетать акустические характеристики головки и механические характеристики, спроектируют продукцию, наиболее соответствующую потребностям клиентов,ультразвуковая формаявляется ключевым параметром, параметр амплитуды ультразвуковой формы также очень важен на практике!
Амплитуда формыконструкция параметров: амплитуда для сварочных материалов является ключевым параметром, эквивалентным температуре феррохрома, температура не достигнет плавления, слишком высокая температура приведет к обгоранию сырья или приведет к структурным повреждениям и ухудшению прочности.Из-за разного выбора преобразователя амплитуда выходного сигнала преобразователя после подгонки отличается переменным соотношением амплитуды и сварочной головки, что позволяет корректировать амплитуду сварочной головки в соответствии с требованиями, обычно амплитуда выходного сигнала преобразователя составляет 10-20. микрон, и рабочая амплитуда, как правило, около 30 микрон, и изменение амплитуды сварочной головки, чем с амплитудой и формой сварочной головки, до и после соотношения площадей и других факторов, формы, таких как экспоненциальное изменение амплитуды, функционал изменение амплитуды, изменение амплитуды лестничного типа и т. д. оказывают большое влияние на соотношение, соотношение площадей до и после общего соотношения пропорционально соотношению.Если вы выбираете разныеультразвуковой сварочный аппарат, самый простой способ - сделать его в соответствии с пропорцией сварочной головки, которая может обеспечить стабильность параметра амплитуды.

Конструкция параметра частоты пресс-формы:Ультразвуковой сварщикимеют центральную частоту, такую как 20 кГц, 40 кГц и т. д. рабочая частотасварочные аппаратыв основном определяется частотой механического резонанса преобразователя, усилителя и рупора.Частота генератора регулируется в соответствии с частотой механического резонанса для достижения того же.сварочная головкасделан для работы в резонансном состоянии, и каждая часть выполнена в виде резонатора на полторы длины волны.Как генератор, так и частота механического резонанса имеют резонансный рабочий диапазон, такой как общая настройка ±0,5 кГц, в пределах которого сварочный аппарат может нормально работать.При изготовлении каждой сварочной головки резонансная частота будет регулироваться, а погрешность между резонансной частотой и расчетной частотой должна быть менее 0,1 кГц.Например, сварочная головка 20 кГц, частота сварочной головки будет регулироваться в диапазоне 19,90–20,10 кГц, а погрешность составляет 5 ‰.
Конструкция узла вибрации пресс-формы:сварочная головка и смазочный стержень выполнены в виде полуволнового резонатора с рабочей частотой.В рабочем состоянии амплитуда двух торцов наибольшая, а напряжение наименьшее, а узел, эквивалентный среднему положению, имеет нулевую амплитуду и максимальное напряжение.Общий дизайн для фиксированного положения узла, но обычно фиксированное положение толщины конструкции больше 3 мм, или фиксированная канавка, поэтому фиксированное положение не должно быть нулевой амплитуды, это приведет к некоторым вызовам и части энергии потери, для звука обычно с резиновым кольцом с другими частями или со звукоизоляционными материалами для экранирования. Потери энергии учитываются при расчете амплитудных параметров штампа.
Более 10 лет продаж, наладки машин и опыта сварки, знакомство с характеристиками различного оборудования и различной сварки пластмасс, характеристиками клепки, точной амплитудой проектной формы;Существует множество обычных форм для тестовой сварки, которые могут предоставить клиентам тестовые сварочные эксперименты и дать точные результаты сварки.
По частоте:Существуют ошибки в частоте преобразователя и смазочного стержня каждого оборудования, а диапазон настройки обычно находится в пределах -0,6 + 0,1 кГц.Поэтому мы производим продукцию в соответствии со стандартной частотой минус 0,25 кГц, когда заказчик не указывает частоту.Например, частота пресс-формы 15 кГц, которую мы производим, составляет 14,75 кГц.Частота 20 кГц составляет 19,75 кГц, поэтому можно использовать оборудование любого производителя;Мы гарантируем, что пресс-формы изготавливаются много раз с минимальной ошибкой, так что пресс-формы могут быть заменены без необходимости повторной настройки частоты оборудования или только небольшой тонкой настройки.
Амплитуда:0,77 мкм 0,56 мкм 0,40 мкм 0,35 мкм 0,30 мкм 0,25 мкм (соответствует частоте предыдущего пункта в свою очередь)
Об амплитуде:поскольку производительность каждого оборудования неравномерна, есть хорошие и плохие, мы сделаем соответствующую амплитуду в зависимости от производительности оборудования, используемого клиентами, и материала сварочного изделия;
Mingyang УЛЬТРАЗВУКОВОЕ ОБОРУДОВАНИЕ, ООО.является профессиональным НИОКР, производством, продажей ультразвукового оборудования/проектирования/ультразвуковых предприятий по сотрудничеству в пресс-формах.Чтобы улучшить качество, мы приобрели 5 компьютерных гравировальных станков с ЧПУ и сократили цикл формования, чтобы завершить проектирование и производство сварочной головки в относительно короткие сроки.В настоящее время, помимо крупносерийного производства различных стандартных спецификаций и производства соответствующих сварочных головок, компания имеет проектно-производственный цех сварочных головок (HORN), производством сварочных головок занимаются многолетние мастера.В соответствии с различными формами, различными требованиями, с использованием материалов из алюминиевого сплава, импортированных из Соединенных Штатов, красивый внешний вид, долговечность, хорошо принятые клиентами.
Время публикации: 06 сентября 2022 г.